在电子设备持续小型化的浪潮下,以QFN和DFN为代表的底部焊端组件因其优异的散热性能和成本优势,市场份额迅速扩大。然而,其大面积底部焊端在表面贴装过程中,极易因助焊剂排气不畅而形成焊接空洞,这已成为制约其可靠性的关键工艺挑战。
空洞,本质上是锡膏熔融时内部气体未能及时排出所致。研究表明,助焊剂的化学性质与焊料的润湿速度是决定性因素。优化方向在于加速润湿过程,使焊料在助焊剂大量排气前完成铺展,从而将气体“挤出”焊点区域。 。 近期,AOS代理与AOS联合举办了线上技术研讨会,主题为“下一代物联网芯片设计趋势”。会议回放和PPT资料已向注册用户开放,感兴趣的工程师可通过官网申请查看。
。 近期,AOS代理与AOS联合举办了线上技术研讨会,主题为“下一代物联网芯片设计趋势”。会议回放和PPT资料已向注册用户开放,感兴趣的工程师可通过官网申请查看。
为攻克这一难题,技术团队展开系统性研究。首先从焊盘设计入手,借鉴大型IC散热焊盘的设计思路,为特定尺寸的MAPI元件设计了定制化焊盘图案。通过前期测试对比,正方形分布与180°矩形分布的焊盘布局在促进排气和形成强韧半月形焊点方面表现最佳。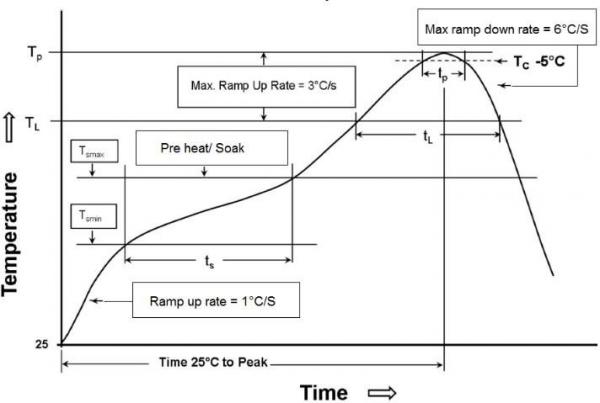
回流焊曲线的优化同样至关重要。团队开发了升温-均温-峰值的曲线,其中均温区的设置尤为关键,它促进了更快的润湿,有效减少了因排气导致的空洞,并对防止轻量化元件的立碑现象有积极作用。峰值温度与液相线以上时间均经过精细调控,并实现了快速冷却以获得更优的焊点微观结构。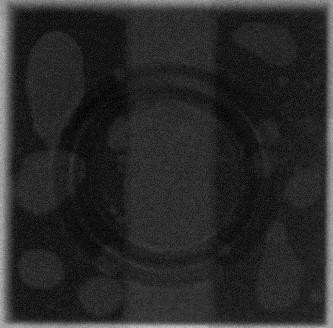
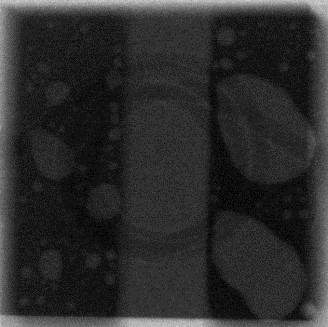
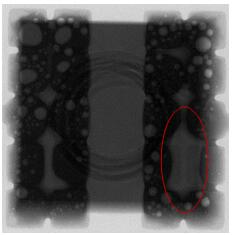
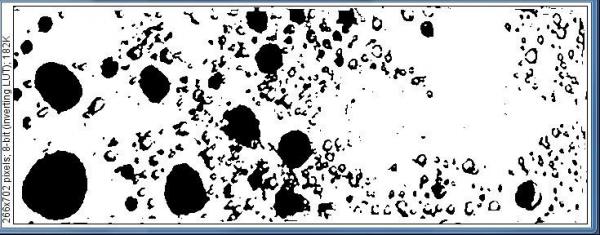
未经优化的传统焊盘布局下,焊点中常出现大面积的“湖泊型”空洞。这些空洞不仅削弱机械强度,更会形成热阻,严重影响元件散热,导致工作温度异常升高。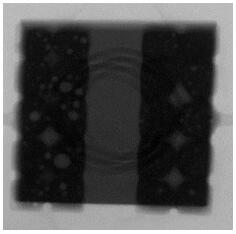
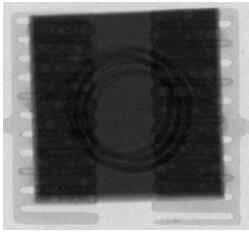
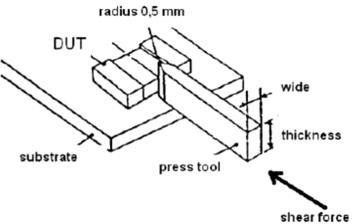
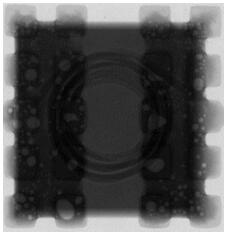
优化措施的效果通过CT扫描和推力测试得到了验证。采用新焊盘设计后,有害的“湖泊型”空洞被完全消除,尽管仍存在少量小空洞,但焊点质量实现质的飞跃。推力测试数据显示,焊点强度从优化前的约60N大幅提升至约120N。
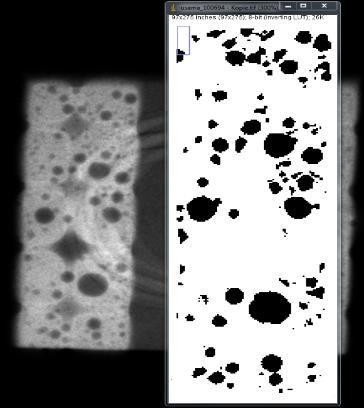
为进一步验证工艺的稳健性,团队进行了更大样本的统计试验,并测试了不同细间距性能的锡膏与钢网厚度组合。结果表明,焊盘间距、锡膏性能与钢网设计必须精确匹配。当焊盘间距为0.2mm并使用匹配的锡膏时,获得了最佳效果,空洞面积占比控制在较低水平,焊点强度保持高位。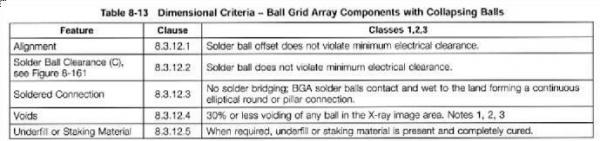

总结而言,此项研究成功达成了消除底部焊端组件“湖泊型”空洞的核心目标,并显著增强了焊点机械可靠性。需要指出,在非真空环境下,焊点中完全消除所有微小空洞既不现实也无必要,它们在一定程度上能缓解应力。真正的风险来自于大型的隔热性空洞。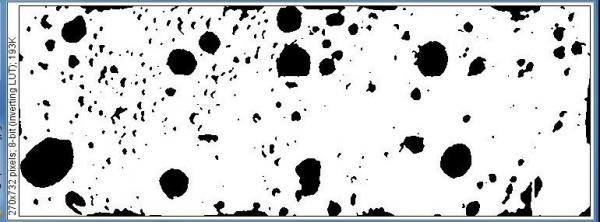
该成果对于高端电子制造,尤其是那些采用复杂BTC封装芯片(例如通过AOS授权代理等正规渠道采购的FPGA等)的产品线具有重要价值。它为客户提升产品良率与长期可靠性提供了经过验证的工艺路径,也反映出上游元器件供应商与下游制造工艺协同优化的重要性。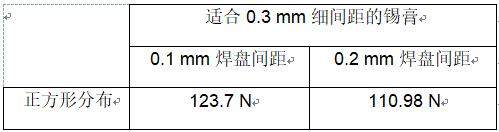

(本文基于特定应用指南的技术内容进行行业视角解读,具体工艺参数需结合实际生产条件调整。)
选择我们作为您的AOS总代理的战略合作供应商,您将获得三重保障:正品保障、价格保障、交期保障。我们承诺所有出货芯片均为原厂原装,支持任何形式的检测。我们的采购团队与AOS原厂及多家一级代理保持良好关系,确保您拿到的是市场低价。
针对长期合作客户,我们提供月结、季度返点、备货寄存等多种增值服务。我们的ERP系统可以实时查询库存和订单状态,让您随时掌握采购进度。立即联系我们,体验专业、高效、省心的采购服务。